3.1 Selection of model input and output parameters
According to the specific experiment and past experience, the main parameter for judging the quality of surfacing welding is the melting width of the weld, and the factors affecting it are mainly welding current, welding voltage and welding speed. We determine that the output node of the neural network is the front melt width B and the front face height H of the weld, and the input nodes are the welding current I, the welding voltage U and the welding speed V. The topology of the network model is a three-layer feedforward neural network [5] , as shown in Figure 6:
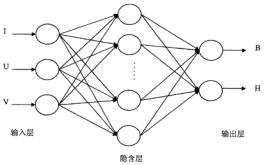
Figure 6 Neural network model of low carbon steel plate GMAW welding
3.2 Model training
The BP network performs tutor training, so its samples are made up of vector pairs of shapes (input vectors, output vectors). All of these vector pairs should be derived from the actual results of the system that the network is about to simulate. They can be collected from the actual operating system.
We use the trainlm function to train the network, the transfer functions are tansig and purein. For the results of network training, the RMS error (root mean square error) is used. It is defined as:
E RMS = (2E/m) 1/2 (7)
Where: m-number of training samples
E-total error
When E RMS gradually decreases to substantially stable during training, then
It is assumed that the network has converged. Before using the function trainlm to train the network, the training parameters must be set.
3.3 Test verification and analysis of simulation results
Experimental conditions and methods for obtaining welding specification parameters: The experimental material is a 6 mm thick low carbon steel plate. The welding wire is low carbon steel with a diameter d=1.2 mm, a shielding gas of 80% Ar+20% CO2, a gas flow rate of 20 L/min, a welding current of 200 A, an arc voltage of 20 V, and a welding speed of 400 mm/min.
Table 2 Comparison of predicted and experimental values
Item Front width B/(mm) Front height H/(mm) |
Predicted value 7.99 3.67 Test value 8.05 3.4 |
According to the experimental data, the BP neural network prediction model of GMAW welding is established. When the welding process parameter values ​​of the network input nodes are given, the prediction of the weld output parameters is realized, and the error between the actual value and the predicted value is within 8%. The MATLAB 6.1 neural network toolbox can solve the function approximation problem that traditional linear methods can't solve, and can realize online simulation.
Fourth, the conclusion
(1) Based on thermodynamics, fluid mechanics, physical chemistry and other disciplines, a mathematical model of three-dimensional GMAW unsteady state under moving arc is established. The model takes into account the effect of welding wire droplets on the energy and momentum of the molten pool. The exchange of energy between the pool and the outside, such as radiation and convection, and the phase change of solid-liquid boundary movement in the molten pool, ie melting and solidification.
(2) The bimodal distribution pattern of Gaussian heat source superposition is adopted in the heat source treatment, which solves the deficiency of single Gaussian heat source and satisfies the finite element calculation of GMAW.
(3) The welding process test used to verify the calculation results, the maximum error is controlled within 8%. The results show that the calculated results are in good agreement with the actual measurement results, which proves the correct calculation method and the reliability of the calculation software.
(4) Application of artificial neural network modeling is different from other modeling methods, and does not require any assumptions about the welding process. The neural network control has strong anti-interference ability, and the output of the system can be basically stabilized under the condition that the heat dissipation condition changes abruptly.
(5) The model is in good agreement with the actual process and is simple and easy to implement. For nonlinear welding processes, the neural network is very adaptable.
Previous page
Ultra Plantâ„¢ Grow Light offers One Chip Technology aimed to meet your indoor growing expectation such as improve plants' quality, increase yield, or better the margin, etc., all for helping you realize a higher return on your crops.
Ultra Plantâ„¢ Grow Light is combined our advanced All-In-One technology with patented optical design and customized light full spectrum supported from our experienced LED engineers, plant specialists and other partners working on horticulture.
From Ultra Plantâ„¢ APP, you are able to schedule the growing process including photoperiod, brightness and spectral in advance. The lighting system will help you grow smarter, easier and better.
Ultra Plantâ„¢ is the most versatile horticultural grow lighting fixture for indoor plants with flexible full spectrum, brightness control and uniform, wider light distribution, suitable for top lighting of all types of crops. No matter it applies to anywhere for any crop, Ultra Plantâ„¢ can do perfect work for you.
Grow Light On Seedling,Seedling Grow Lights,Seedling Led Grow Lights,Best Grow Light On Seedling
Feton Corporation , https://www.ftplantled.com