Metal processing online has learned that in recent years, foreign advanced mold manufacturing enterprises have achieved remarkable results in the automation technology of mold CNC machining. Some automotive mold companies have more than 50% of CNC machining by unmanned automatic machining of CNC machine tools. . Through the automation of CNC machining, “unattended†processing can be realized, which can reduce labor costs, reduce manual errors, improve the efficiency and quality of CNC machining, and enhance the competitiveness of enterprises.
However, the current CNC machining of the domestic automotive mold industry is still basically at the level of human-computer interaction. The tool change of the machine tool, the monitoring of the machining process, and the real-time adjustment of the cutting parameters are inseparable from the machine operator, processing efficiency and processing. Quality relies heavily on human intervention.
In order to improve the effective utilization rate of machine tools and the quality of mold processing and reduce labor costs, in the past two years, Shandong Weifang Futian Mould Co., Ltd. focused on foreign advanced mold automatic processing technology, and studied and explored the automation of molds from its own actual situation. The processing technology has achieved good results in the "unattended" CNC machining of the mold, and accumulated some experience and experience, published on the metal processing online for peer reference.
Promote automated processing
To achieve unattended operation, it is necessary to comprehensively analyze the hidden dangers in the machining process, and eliminate these hidden dangers, such as the interference between the tool holder and the workpiece, the interference of the machine head, the matching of the allowance, the parts assembled around the machining, the tool and the machine tool load, and the organization. Programs, etc. A small problem, light alarm shutdown, causing waiting for waste, but also damage the tool or cause machining errors, more serious equipment accidents.
In the past, the general NC machining program only focused on the cutting process and results. The rest of the operation was ensured by the operator with the “trial cutting†method. When the program was executed, the workpiece was slowly touched, and the safety and correctness were verified before the normal processing was released. However, to achieve unattended, there is no room for verification, and it is necessary to ensure that the entire processing process is in a controllable state, and the hidden problems of the original human identification and intervention are digested in advance in the programming stage. So it seems that taking a simple step forward is actually a revolution in the entire process.
1. The blank state can be controlled
At present, the casting blank may be uneven due to casting deformation, and there may be defects such as sand inclusions causing blade chipping, which is not suitable for unattended processing. Therefore, our company starts unattended processing from profile semi-finishing. First, it is convenient to separate the roughing and finishing, to protect the accuracy of our machine tool, and second, the blank is controllable, and after the roughing, the blank state is under control.
Of course, with the advancement of casting technology, the development of technology such as photographic scanning blanks, and the unattended processing of roughing, it is also a follow-up.
2. Program security guarantee
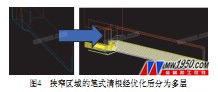
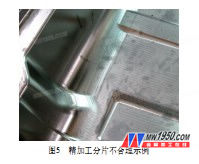
The original CAM programming, whether there is interference between the tool holder and the machine tool attachment head during the machining process, only makes a rough judgment, and then the operator stares at the scene, and replaces the tool of the appropriate length according to experience, and finds that the problem stops in time. To implement unattended processing, it is necessary to ensure the safety of the whole process and avoid interference between the tool holder and the workpiece, machine tool and workpiece (see Figure 1, Figure 2, Figure 3).
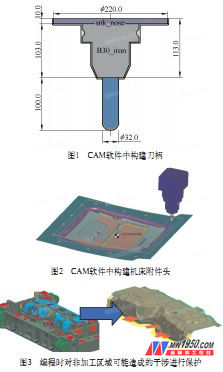
At present, the mainstream CAM software has the function of toolholder interference check, and some software also has machine interference check. We can integrate the tool holder and the machine tool attachment head into the software, and participate in the program calculation. It is required that the tool holder and the attachment head must be exactly the same as the actual size, and the safety reserve of 3 to 5 mm must be ensured to improve the reliability.
Unattended processing can only be carried out through the procedures of safety inspection. The program with interference can not be avoided by replacing the long knife. It is isolated and finally processed by the operator using the universal head adjustment axis, which is not included in the unattended processing. .
The protrusions on the part that may cause interference, such as the protrusions, are offset by 5 to 10 mm, and are used as calculations for the protection geometry to participate in the CAM program. The calculation program automatically avoids the protection geometry.
3. Process controllable
During the processing, the load and uniformity should be ensured, the load should be too low, and the processing efficiency should be sounded in 2012. If the load is too high, it is easy for the small tool to fold the knife, resulting in unmanned machining failure. For large tools, it is easy to damage the machine tool. Precision.
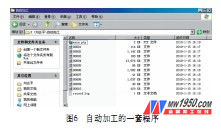
The factors affecting the uneven load are firstly the single-knife type clearing, the tool load increases sharply. In the traditional processing, the operator controls it in real time. According to the cutting sound and the machine load indication, the feed is adjusted in time. When pen-type root-cleaning is processed, the operator does not dare to leave the machine tool, which is the biggest difficulty in automatic machining. Secondly, the roughing blank is not uniform, and the roughing is cut by the bull nose layer. Although the second roughing is performed, the local margin is not uniform. The roughing allowance is 1mm, and the concave corner area may reach 3mm or more. These are hidden dangers of automatic machining. The local margin is large and the tool load increases sharply, which may cause the blade to chip and cause unmanned processing failure.
In order to solve these problems caused by uneven load during the process, we introduced NCBrain software to optimize the G code program. NCBrain can simulate the cutting process in real time, automatically analyze the margin and load of the machining process, and can change the feed in real time according to the cutting amount of the blank. When the balance exceeds the set value of the tool, the original tool gauge will be layered, divided into multiple knives, close to the rated load without exceeding the load, maximizing the processing efficiency of the machine tool and the tool, and NCBrain will also The falling knife, the knives, the light cutting and the empty cutting are all treated to make the whole process safer and smoother.
This performance is unachievable by manual operation and breaks through the bottleneck of unattended processing (see Figure 4).
4. Control program quality
Someone is on duty, every time the blade is replaced or a new program is executed, the operator will perform a trial cut to ensure that the cutter is consistent and the program is executed normally. In the automatic processing, there is no such process, and there are a number of factors that cause a 0.01-0.03 mm surface difference between the programs, which is the industry's tooling marks, including blade wear, temperature change, machine zero drift, etc. Since it is difficult to avoid, we must connect the knife area through a reasonable planning procedure to reduce the impact of the knife mark.
It is a good choice to divide the convex fillet and the concave fillet. The convex fillet is easy to be polished, the concave fillet does not participate in the forming, the influence of the picking trace is small, and it can be processed when the knife is rooted. By dividing the boundary between the convex and concave corners, it is also convenient to divide the flat area and the steep area to take care of the different processing modes and cutting parameters in different areas.
It is strictly forbidden to demarcate at the important ridges of the exposed, otherwise the splicing marks will affect the uniformity of the ridgelines. When the concave fillet is demarcated, the protective surface should be well protected from sharp turns and the overcut of the opposite side.
Avoid attaching the knife on the exposed A-level surface. Otherwise, the slight attachment of the knife may cause large-scale repair, which will eventually lead to uneven reflection of the production parts and affect the appearance of the whole vehicle.
Figure 5 shows a case where the regional boundary is not good. The boundary is at the cut-off point of the rounded corner. The effect is very bad, and the resulting cutting marks are difficult to handle.
5. Program organization
The necessary condition for unattended machining is that CNC machine tools can automatically change the tool. Due to historical reasons, at present, our CNC machine tools do not all have automatic tool change function. This is also a common phenomenon in domestic mold factories.
Our current practice is that CAM programming processes the G code program in a common format, and then the workshop arranges the automatic processing according to the actual production situation, using the way of writing the main program to call the subroutine, and the subroutine is changed by the general program ( See Figure 6).
This way, the problem that the program is not universal is well solved. It can be implemented very well. It also benefits from the fact that we have developed a software that is installed on the computer side of the machine. After downloading the program from the server, the operator can quickly organize into a set of unattended according to the instructions of the program list. Automatic machining program. It takes only 2 to 3 minutes to complete the work that was originally done manually in hours, and many things that must be considered are checked by the computer, including tool change, tool setting, beam movement, replacement of the attachment head, coordinate system offset, A series of problems such as high-speed mode, program format change, machine tool beam control, etc., the experience process is solidified, the error is effectively controlled, and the programming pressure is reduced.
6. Process Management
In our company, the finished tool and chuck are dedicated, the cutting conditions are relatively good and stable, and the accuracy of the tool is well guaranteed. Through statistical analysis, we have obtained the average life of the tool. When organizing unattended machining, the theoretical machining time calculated according to the program is reasonably matched with the tool. In order to ensure the reliability of the automatic machining, we set the automatic machining tool life to 80% of the actual life of the tool. After the tool is eliminated, the manned half The remaining value is consumed by the finishing or pen-type rooting, which not only ensures the reliability of unattended processing, but also ensures the reasonable application of the tool value.
For workpieces with long machining times, multiple tools of the same type are prepared at the same time to ensure continuous machining.
Conclusion
The implementation of CNC automatic machining of molds puts strict requirements on the process rationality, safety and reliability, and economic efficiency of NC programs. We have carried out a new step in the mold manufacturing technology and process level of the factory by carrying out the automatic processing of the foam casting, the structural mounting surface, the unmanned three-dimensional surface, and the unmanned “unattendedâ€. The development of this project has greatly reduced the manual errors of the on-site operators and improved the precision of mold processing and product quality. Moreover, the mold "unmanned" processing CNC machine tools can achieve less people's production, three shifts of production and personnel only need two shifts, while at rest, people can rest and the machine tool is processed normally, which can greatly reduce labor At the same time of cost, the utilization rate of the machine tool is greatly improved, which greatly enhances the competitiveness of the company. The automation of CNC machining will be the development trend of the mold manufacturing industry. In 2012, all the 4 CNC machine tools imported from Japan by our company will be carried with the tool magazine. We will continue to study and apply the automatic processing technology in depth, which is believed to be playing for the improvement of enterprise efficiency. A bigger role.
Aluminum Camlock Fitting Type D Coupler,Aluminum Part D Camlock, Aluminum Type D Cam and Groove Fitting
Cixi Chengtuo Hardware Parts Factory , https://www.ibccoupling.com