The composite material is a combination of two different materials to form a new material that has more properties than the original two matrix materials. As early as in ancient Egypt, humans used mud and straw to form the earliest "composite", which exceeded the mud and wheat straw itself. Modern common composite materials are classified into plastic-based composite materials according to different matrix materials (this article only discusses plastic-based composite materials), metal-based composite materials, ceramic-based composite materials, etc.; plastic-based composite materials are based on different materials incorporated into the matrix. Divided into carbon fiber, glass fiber (commonly known as FRP), aramid and other materials. There are many different materials superimposed, such as carbon fiber + aluminum alloy, carbon fiber + honeycomb material, glass fiber + titanium alloy and other materials. Composite materials can be designed according to the strength requirements, design different fiber weaving direction, choose one direction to improve the material strength, divided into flat weave, twill weave, satin weave and other fiber laying direction methods. At the same time, the plastic matrix composite material can be further divided into a thermoplastic composite material and a thermosetting composite material according to the matrix; the thermoplastic material melts into a liquid at a high temperature and becomes a solid after being lower than the melting temperature. This process can be repeated, similar to small square ice cubes. Thermoset materials have different properties. Sufficient heat produces a chemical reaction called “crosslinking†and the material will deform forever. The heat is solid and solid with heat. After cross-linking, the thermoset material does not melt. At too high a temperature, the thermoset material will burn and the physical properties will decrease. 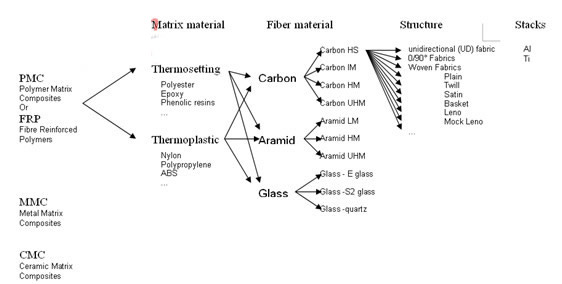 Compared with metal, composite materials have the following characteristics: · Reduce weight; · Reduce parts quantity, higher strength and rigidity; · Better impact resistance, better fatigue resistance, better heat insulation and sound insulation, better Anti-vibration and noise attenuation, no current corrosion; · Control fiber direction, determine material characteristics in different directions; · Produce complex shape products. Since the composite material is twisted together by two or more materials, and the fiber is laid in different directions and layers, it poses a higher challenge to the processing, and the following problems are easily generated during the processing: the tool is quickly worn and the burr is too large. The material is layered, the remaining fibers are not cut, and the processing is overheated. Composite material processing is fundamentally different from metal working mechanism. The metal material is softer than the cutting tool during machining. During the cutting process, the material to be processed forms a continuous deformation along the shearing surface to form a continuous, jagged shape. Intermittent chip deformation. The composite material processing itself is a series of brittle failure processes, and the impact of the cutting edge causes the hard fibers to be pulverized to form powdery or brush-like debris. Due to the high wear resistance of the composite, the tool is usually cut with a diamond coating or a PCD (polycrystalline diamond) tool. At the same time, in the processing of composite materials, a sharp cutting edge is required to cut the fibers. Diamond coating can significantly improve the tool life, but the diamond coating needs to be treated before the coating to facilitate the adhesion of the coating. At the same time, the diamond coating itself has a certain thickness, so the diamond coating tool is less sharp, usually the blade. The fillet is about 20um. The PCD tool is directly sharpened into a cutting edge, so it can be sharper, usually with a rounded corner of about 10um.
Compared with metal, composite materials have the following characteristics: · Reduce weight; · Reduce parts quantity, higher strength and rigidity; · Better impact resistance, better fatigue resistance, better heat insulation and sound insulation, better Anti-vibration and noise attenuation, no current corrosion; · Control fiber direction, determine material characteristics in different directions; · Produce complex shape products. Since the composite material is twisted together by two or more materials, and the fiber is laid in different directions and layers, it poses a higher challenge to the processing, and the following problems are easily generated during the processing: the tool is quickly worn and the burr is too large. The material is layered, the remaining fibers are not cut, and the processing is overheated. Composite material processing is fundamentally different from metal working mechanism. The metal material is softer than the cutting tool during machining. During the cutting process, the material to be processed forms a continuous deformation along the shearing surface to form a continuous, jagged shape. Intermittent chip deformation. The composite material processing itself is a series of brittle failure processes, and the impact of the cutting edge causes the hard fibers to be pulverized to form powdery or brush-like debris. Due to the high wear resistance of the composite, the tool is usually cut with a diamond coating or a PCD (polycrystalline diamond) tool. At the same time, in the processing of composite materials, a sharp cutting edge is required to cut the fibers. Diamond coating can significantly improve the tool life, but the diamond coating needs to be treated before the coating to facilitate the adhesion of the coating. At the same time, the diamond coating itself has a certain thickness, so the diamond coating tool is less sharp, usually the blade. The fillet is about 20um. The PCD tool is directly sharpened into a cutting edge, so it can be sharper, usually with a rounded corner of about 10um. 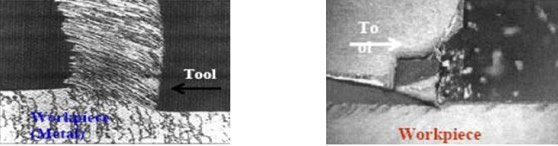 Shearing, the chip flow is pulverized through the cutting surface, the cutting edge makes the matrix break. The cutting zone has a good heat dissipation. The heat dissipation of the cutting zone is less. The choice of the two tools is usually determined according to the customer's production scale. If it is a small batch, multi-variety product processing, Diamond coated tools can be used; PCD tools can be used for high-volume styling products and efficiency. For the processing of common carbon fiber composite materials, the diamond-coated tool milling line speed is about 200-400m/min, while the PCD tool milling line speed can reach 400-800m/min. Composite materials are widely used in aerospace, energy (wind turbine blades), automotive, sports equipment, medical, yacht and other industries, the main purpose is the high strength and low density of materials. For example, the common carbon fiber is close to high-strength steel, and the density is 2.4g/cm3, which is lower than the density of the aluminum alloy; the density of the aramid material is lower to 1.3-1.4g/cm3. Seco Tools offers a complete range of machined milling cutters and drills in two series, diamond coatings and PCD milling cutters, all of which are marketed as standard products.
Shearing, the chip flow is pulverized through the cutting surface, the cutting edge makes the matrix break. The cutting zone has a good heat dissipation. The heat dissipation of the cutting zone is less. The choice of the two tools is usually determined according to the customer's production scale. If it is a small batch, multi-variety product processing, Diamond coated tools can be used; PCD tools can be used for high-volume styling products and efficiency. For the processing of common carbon fiber composite materials, the diamond-coated tool milling line speed is about 200-400m/min, while the PCD tool milling line speed can reach 400-800m/min. Composite materials are widely used in aerospace, energy (wind turbine blades), automotive, sports equipment, medical, yacht and other industries, the main purpose is the high strength and low density of materials. For example, the common carbon fiber is close to high-strength steel, and the density is 2.4g/cm3, which is lower than the density of the aluminum alloy; the density of the aramid material is lower to 1.3-1.4g/cm3. Seco Tools offers a complete range of machined milling cutters and drills in two series, diamond coatings and PCD milling cutters, all of which are marketed as standard products.  Diamond coated milling cutters are divided into 5 types: ■Small spiral angle milling cutter: reduce axial cutting force and reduce burr. It can be applied to all plastic matrix composite materials and can process high silicon-containing aluminum alloy well. ■Small spiral Corner ball milling cutter: mainly used for machining material forming, such as aeronautical landing gear profile processing; ■left-hand right-hand milling cutter: the material is at the intersection of the spiral angles, completely offsetting the axial cutting force during the machining process, thus achieving the best The quality of the machined surface is mainly used in the military industry. ■Pineapple milling cutter: more left-handed teeth are used to press down the material to provide tooling rigidity and obtain better surface quality. It is mainly used for processing carbon fiber composite materials. Milling cutter: Zigzag cutting edge design, sharp cutting edge, light cut off, prevent overwhelming honeycomb, mainly used for processing, paper honeycomb panel, aluminum honeycomb panel and titanium honeycomb panel. PCD milling cutters are divided into 3 types: · 0 degree edge angle PCD milling cutter: various composite materials (including plastic matrix composites, metal matrix composites and ceramic matrix composites) for the most applications; · positive 3 degrees Cutting angle PCD milling cutter: press down the material during processing to get the best upper surface quality; · Negative 3 degree edge inclination PCD milling cutter: push up the material during processing to get the best upper surface quality. Diamond coated drill bits are divided into 2 types: · C1 drill tip design: formed by two apex angles, reducing axial cutting force, preventing delamination, for processing materials exported to composite materials; · C2 drill tip design: by The 180 degree plane vertex angle and small drill tip are formed, and the good chip breaking and chip removal design ensures the quality of the hole. It is suitable for processing superimposed composite materials with metal materials such as carbon fiber + aluminum alloy. The PCD drill bit is designed for the composite drill tip. It can process the composite material export material, and can also process the metal material export material. It can also process the aramid hole and the best hole surface quality. Seco Tools can also customize a variety of tools for processing composite materials according to customer requirements. Here are some examples of processing aerospace artifacts:
Diamond coated milling cutters are divided into 5 types: ■Small spiral angle milling cutter: reduce axial cutting force and reduce burr. It can be applied to all plastic matrix composite materials and can process high silicon-containing aluminum alloy well. ■Small spiral Corner ball milling cutter: mainly used for machining material forming, such as aeronautical landing gear profile processing; ■left-hand right-hand milling cutter: the material is at the intersection of the spiral angles, completely offsetting the axial cutting force during the machining process, thus achieving the best The quality of the machined surface is mainly used in the military industry. ■Pineapple milling cutter: more left-handed teeth are used to press down the material to provide tooling rigidity and obtain better surface quality. It is mainly used for processing carbon fiber composite materials. Milling cutter: Zigzag cutting edge design, sharp cutting edge, light cut off, prevent overwhelming honeycomb, mainly used for processing, paper honeycomb panel, aluminum honeycomb panel and titanium honeycomb panel. PCD milling cutters are divided into 3 types: · 0 degree edge angle PCD milling cutter: various composite materials (including plastic matrix composites, metal matrix composites and ceramic matrix composites) for the most applications; · positive 3 degrees Cutting angle PCD milling cutter: press down the material during processing to get the best upper surface quality; · Negative 3 degree edge inclination PCD milling cutter: push up the material during processing to get the best upper surface quality. Diamond coated drill bits are divided into 2 types: · C1 drill tip design: formed by two apex angles, reducing axial cutting force, preventing delamination, for processing materials exported to composite materials; · C2 drill tip design: by The 180 degree plane vertex angle and small drill tip are formed, and the good chip breaking and chip removal design ensures the quality of the hole. It is suitable for processing superimposed composite materials with metal materials such as carbon fiber + aluminum alloy. The PCD drill bit is designed for the composite drill tip. It can process the composite material export material, and can also process the metal material export material. It can also process the aramid hole and the best hole surface quality. Seco Tools can also customize a variety of tools for processing composite materials according to customer requirements. Here are some examples of processing aerospace artifacts:  1. Customer: Russia RUSAVIAINTER Material: Carbon fiber Mountain high tool: JC840 left-hand right-hand milling cutter Contour milling: ae=5 mm Ap=Workpiece thickness 8mm Vc=180 m/min Fz=0.02 Climb milling, smooth cutting and good surface quality. 2. Airbus (France) Material: Carbon fiber machine: Jobs Jomach 159 Seco Tools: Standard PCD drill X31, diameter 6.35 mm Linear speed: Vc=180 m/min Feed: 850 mm/min Small cutting burrs, tool life More than 60 minutes
1. Customer: Russia RUSAVIAINTER Material: Carbon fiber Mountain high tool: JC840 left-hand right-hand milling cutter Contour milling: ae=5 mm Ap=Workpiece thickness 8mm Vc=180 m/min Fz=0.02 Climb milling, smooth cutting and good surface quality. 2. Airbus (France) Material: Carbon fiber machine: Jobs Jomach 159 Seco Tools: Standard PCD drill X31, diameter 6.35 mm Linear speed: Vc=180 m/min Feed: 850 mm/min Small cutting burrs, tool life More than 60 minutes 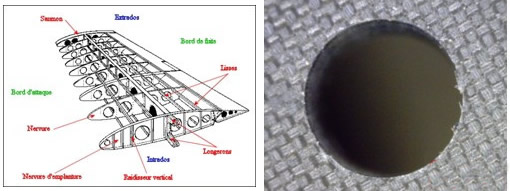 3. Customer: An aero engine customer material: carbon fiber + aluminum honeycomb + carbon fiber board Machine: Creno liner 5-axis high tool: JC860 honeycomb machining cutter, diameter 10mm Cutting width: milling slotting Depth of cut: 40 mm Line speed: 160 m /min Feed rate: 300 mm/min
3. Customer: An aero engine customer material: carbon fiber + aluminum honeycomb + carbon fiber board Machine: Creno liner 5-axis high tool: JC860 honeycomb machining cutter, diameter 10mm Cutting width: milling slotting Depth of cut: 40 mm Line speed: 160 m /min Feed rate: 300 mm/min 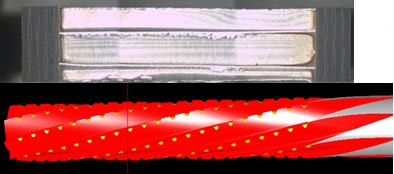 With the continuous reduction of the production cost of composite materials, the output has been greatly improved, and its application range has become wider and wider, and the processing challenges brought by it have also increased. We must continuously develop more new special-purpose composite tools to meet market demand.
With the continuous reduction of the production cost of composite materials, the output has been greatly improved, and its application range has become wider and wider, and the processing challenges brought by it have also increased. We must continuously develop more new special-purpose composite tools to meet market demand.
Compared with metal, composite materials have the following characteristics: · Reduce weight; · Reduce parts quantity, higher strength and rigidity; · Better impact resistance, better fatigue resistance, better heat insulation and sound insulation, better Anti-vibration and noise attenuation, no current corrosion; · Control fiber direction, determine material characteristics in different directions; · Produce complex shape products. Since the composite material is twisted together by two or more materials, and the fiber is laid in different directions and layers, it poses a higher challenge to the processing, and the following problems are easily generated during the processing: the tool is quickly worn and the burr is too large. The material is layered, the remaining fibers are not cut, and the processing is overheated. Composite material processing is fundamentally different from metal working mechanism. The metal material is softer than the cutting tool during machining. During the cutting process, the material to be processed forms a continuous deformation along the shearing surface to form a continuous, jagged shape. Intermittent chip deformation. The composite material processing itself is a series of brittle failure processes, and the impact of the cutting edge causes the hard fibers to be pulverized to form powdery or brush-like debris. Due to the high wear resistance of the composite, the tool is usually cut with a diamond coating or a PCD (polycrystalline diamond) tool. At the same time, in the processing of composite materials, a sharp cutting edge is required to cut the fibers. Diamond coating can significantly improve the tool life, but the diamond coating needs to be treated before the coating to facilitate the adhesion of the coating. At the same time, the diamond coating itself has a certain thickness, so the diamond coating tool is less sharp, usually the blade. The fillet is about 20um. The PCD tool is directly sharpened into a cutting edge, so it can be sharper, usually with a rounded corner of about 10um. Shearing, the chip flow is pulverized through the cutting surface, the cutting edge makes the matrix break. The cutting zone has a good heat dissipation. The heat dissipation of the cutting zone is less. The choice of the two tools is usually determined according to the customer's production scale. If it is a small batch, multi-variety product processing, Diamond coated tools can be used; PCD tools can be used for high-volume styling products and efficiency. For the processing of common carbon fiber composite materials, the diamond-coated tool milling line speed is about 200-400m/min, while the PCD tool milling line speed can reach 400-800m/min. Composite materials are widely used in aerospace, energy (wind turbine blades), automotive, sports equipment, medical, yacht and other industries, the main purpose is the high strength and low density of materials. For example, the common carbon fiber is close to high-strength steel, and the density is 2.4g/cm3, which is lower than the density of the aluminum alloy; the density of the aramid material is lower to 1.3-1.4g/cm3. Seco Tools offers a complete range of machined milling cutters and drills in two series, diamond coatings and PCD milling cutters, all of which are marketed as standard products. Diamond coated milling cutters are divided into 5 types: ■Small spiral angle milling cutter: reduce axial cutting force and reduce burr. It can be applied to all plastic matrix composite materials and can process high silicon-containing aluminum alloy well. ■Small spiral Corner ball milling cutter: mainly used for machining material forming, such as aeronautical landing gear profile processing; ■left-hand right-hand milling cutter: the material is at the intersection of the spiral angles, completely offsetting the axial cutting force during the machining process, thus achieving the best The quality of the machined surface is mainly used in the military industry. ■Pineapple milling cutter: more left-handed teeth are used to press down the material to provide tooling rigidity and obtain better surface quality. It is mainly used for processing carbon fiber composite materials. Milling cutter: Zigzag cutting edge design, sharp cutting edge, light cut off, prevent overwhelming honeycomb, mainly used for processing, paper honeycomb panel, aluminum honeycomb panel and titanium honeycomb panel. PCD milling cutters are divided into 3 types: · 0 degree edge angle PCD milling cutter: various composite materials (including plastic matrix composites, metal matrix composites and ceramic matrix composites) for the most applications; · positive 3 degrees Cutting angle PCD milling cutter: press down the material during processing to get the best upper surface quality; · Negative 3 degree edge inclination PCD milling cutter: push up the material during processing to get the best upper surface quality. Diamond coated drill bits are divided into 2 types: · C1 drill tip design: formed by two apex angles, reducing axial cutting force, preventing delamination, for processing materials exported to composite materials; · C2 drill tip design: by The 180 degree plane vertex angle and small drill tip are formed, and the good chip breaking and chip removal design ensures the quality of the hole. It is suitable for processing superimposed composite materials with metal materials such as carbon fiber + aluminum alloy. The PCD drill bit is designed for the composite drill tip. It can process the composite material export material, and can also process the metal material export material. It can also process the aramid hole and the best hole surface quality. Seco Tools can also customize a variety of tools for processing composite materials according to customer requirements. Here are some examples of processing aerospace artifacts: 1. Customer: Russia RUSAVIAINTER Material: Carbon fiber Mountain high tool: JC840 left-hand right-hand milling cutter Contour milling: ae=5 mm Ap=Workpiece thickness 8mm Vc=180 m/min Fz=0.02 Climb milling, smooth cutting and good surface quality. 2. Airbus (France) Material: Carbon fiber machine: Jobs Jomach 159 Seco Tools: Standard PCD drill X31, diameter 6.35 mm Linear speed: Vc=180 m/min Feed: 850 mm/min Small cutting burrs, tool life More than 60 minutes 3. Customer: An aero engine customer material: carbon fiber + aluminum honeycomb + carbon fiber board Machine: Creno liner 5-axis high tool: JC860 honeycomb machining cutter, diameter 10mm Cutting width: milling slotting Depth of cut: 40 mm Line speed: 160 m /min Feed rate: 300 mm/min With the continuous reduction of the production cost of composite materials, the output has been greatly improved, and its application range has become wider and wider, and the processing challenges brought by it have also increased. We must continuously develop more new special-purpose composite tools to meet market demand.
Baking rack,baking cooling mesh,baking Cooling Rack,cooling rack, steel wire cooling rack, etc.
Baking wire mesh is made of high quality 304 stainless steel, never rusting and durable. Cooling Wire mesh does not have any coating or chemical ingredients, making food safer.
Multi-functional Grill Cooking rack: the wire mesh is mainly used for outdoor cooking, it can also be used as a cooling and baking rack. Or you can develop other uses for it.Cooling Rack,Barbecue Wire Mesh,Barbecue Mesh Grill,Bbq Mesh,Bbq Grill Metal Mesh
Shenzhen Lanejoy Technology Co.,LTD , https://www.injectionnut.com