The spindle speed of the machine tool is undoubtedly increasing, and please take a look at the standard speed of the machining center five years ago compared with today. Due to the extremely high speed, the sensitivity to the dynamic changes of the shank and the spindle connection is also increasing.
When rotating at high speed, the taper hole of the spindle of a general machine tool tends to be slightly enlarged under the action of centrifugal force. The normal V-groove shank is only in contact with the spindle taper hole, and the shank moves axially under dynamic machining conditions, so that the tool positioning reference normally set to a fixed value changes. As a result, the cutting accuracy is affected.
Nikken Kosakusho Works, Inc., Osaka, Japan, has developed a "3-lock" or three-sided positioning shank that overcomes the shortcomings of conventional V-groove taper shanks under high-speed rotation conditions.
In order to solve the problem of the main shaft "horn" (sometimes called "spindle cone hole large"), the more common method is to design a shank structure that is in contact with the main shaft taper hole and the main shaft nose. The two-sided contact can make the shank in the radial direction. The axial direction remains fixed, resulting in a relatively rigid connection.
The contact of the shank with the nose flange of the spindle prevents the shank from further extending into the spindle hole when rotating at a high speed. In addition, the simultaneous contact of the tapered surface and the end surface also helps to prevent the shank from being deformed by the cutting force.

Figure 1: Nikken's three-sided positioning tool holder presses the tool holder into the spindle hole with a preloaded taper sleeve.
It can be seen that there is a slit on the taper sleeve that facilitates the movement of the taper sleeve. High-speed centrifugal force causes the spindle orifice to expand,
The preloaded taper sleeve is then inflated to maintain a close contact between the shank and the spindle bore.
Among the shanks with double contact between the end face and the tapered face, the most popular one is the HSK series short cone hollow shank. The Nikken shank offers a choice for the machine shop – they can choose an existing V-groove handle or a three-sided shank. The HSK holder is not the case, it rejects any form of the shank other than HSK.
In addition, the three-sided positioning shank realizes the contact between the tapered surface and the end surface by the spring mechanism, so that the taper shank reliably enters the spindle hole, and can compensate the dynamic deformation of the spindle hole under the centrifugal force. The spring mechanism consists of a taper sleeve and an integral cone core like a conventional V-groove shank.
The taper sleeve has an axial slot so that it can move regardless of the taper core. There is a disc spring between the slotted taper sleeve and the tapered flange. After the pull rod pulls the handle into the spindle hole, the coil spring is pressed, so that the taper sleeve is preloaded, so that the entire taper handle is in full contact with the spindle bore.
After the shank is inserted into the spindle hole of the machine, a gap of 4 mm is usually left between the end face of the spindle and the top of the shank flange, while the Nikken shank adds a margin of 2 mm, and the remaining clearance is filled with precision-machined adjustment shims.
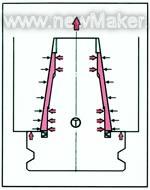
Figure 2: This figure shows the reason for the "three-lock" or "three-sided positioning" mode during high-speed operation.
The preloaded taper sleeve expands, and the shank and the spindle bore maintain a conical surface contact. The third point of contact is the contact of the spindle nose with the shank flange.
The precision between the shank flange and the spindle nose is compensated by a precision machined adjustment washer.
The gap is first accurately measured using a plug gauge supplied by Nikken, and the gasket is then placed in place to compensate for the gap and to bring the spindle end face into contact with the shank. The gap deviation of the different spindles is bridged by this method.
After the shank is pulled into the spindle hole by the pull rod, the taper sleeve is pressed against the taper hole under the action of the spring. Once the shank flange contacts the spindle nose, the action of the tie rod stops, but its full tension remains the same regardless of the spindle speed.
At this time, the shank taper sleeve remains under pressure. When the spindle speed increases and the spindle hole begins to deform, the taper sleeve expands to compensate for the deformation of the spindle bore, and maintains the spindle taper hole and the shank. The result of the contact is that a relatively stable connection is formed under dynamic cutting conditions.
Since the shank is in contact with the nose of the spindle, the shank body cannot continue to extend in accordance with the enlargement of the spindle orifice, thus ensuring that the shank positioning fern is fixed and achieves high precision.
According to the company's introduction, the coil spring forms a damper zone at the bottom of the taper sleeve, which acts like a damping pad. The damping effect causes the shank to absorb the vibration and micro-deformation generated during cutting, so the cutting tool can increase the rotational speed. It also extends life expectancy.
Kaiping City Kaipu Sanitary Ware Co.,Ltd. , https://www.china-kpo.com