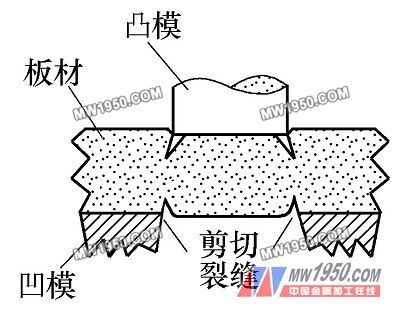
Figure 5 Best gap, shear crack combination
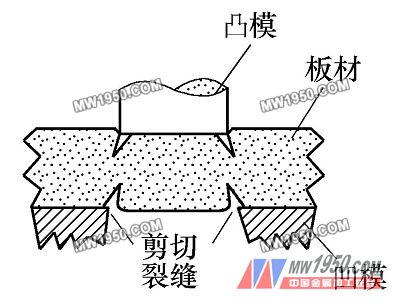
Figure 6 The gap is too small, the shear cracks are not combined, and the punching pressure is increased.
Based on years of experience in CNC machining, the relationship between mold gap and material is summarized. It is recommended to select according to Table 2.
Table 2
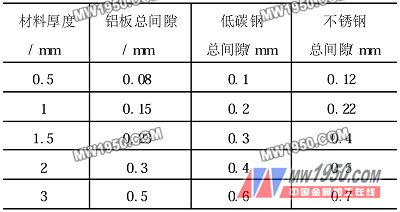
The relationship between the die gap and the material thickness: the minimum gap is 15% of the material thickness, the optimum gap is 20% to 25% of the material thickness, and the maximum die gap is 30% of the material thickness. If the plate thickness is 4mm or more and the required punching pressure is large, it is recommended that the die gap be more than 30% of the material thickness.
The advantages of using the mold gap correctly:
1 extend the life of the mold. 2 returning effect is good. 3 reduce burrs and collapse zones. 4 punching quality is high. 5 reduce the possibility of mold strips. 6 punching requires the least punching force. 7 reduce the width of the tear strip.
(4) mold sharpening
During the use of the punching die, it is necessary to perform sharpening according to the use of the die in time to improve the service life of the die. Judging whether the mold needs sharpening can be based on the following conditions:
1 When the punch or the lower die is worn, the cutting edge produces an arc with a radius R of 0.25 mm.
2 Check the punching quality, when the punched hole has a large burr.
3 Listen to the sound, when the punching produces abnormal noise.
4 According to the number of die cutting, such as grinding the mold once every 100,000 times.
Whether the grinding needs to be sharpened during the use of the mold requires a strong sense of responsibility of the machine operator. If the cutting edge reaches R=0.50mm, the sharpening is not performed, and the mold will be sharply worn from then on. If the mold gap is selected reasonably, as long as the processed sheet has large burrs, the mold needs to be sharpened. The best method is to select the standard plate according to the optimal gap of the machine tool mold every half month or every fixed period, install all the molds of the machine tool on the standard plate, observe the punching burr and compare with the standard model to judge whether the blade is needed. mill. The correct way to sharpen the mold:
1 Regular sharpening to ensure quality. 2 sufficient cutting fluid. 3 Sintered bonded alumina grinding wheel. 4 coarse grinding wheel: abrasive grain size 46 ~ 60, soft grinding wheel: hardness D ~ J. 5 blade grinding feed: 0.03 ~ 0.08mm. 6 transverse feed: 0.13 ~ 0.25mm. 7 Longitudinal feed: 2.5 to 3.8 m/min.
Previous page next page
A ballcock (also balltap or float valve) is a mechanism or machine for filling water tanks, such as those found in flush toilets, while avoiding overflow and (in the event of low water pressure) backflow. The modern ballcock was invented by José Antonio de Alzate y RamÃrez, a Mexican priest and scientist, who described the device in 1790 in the Gaceta de Literatura Méxicana.[1] It consists of a valve connected to a hollow sealed float by means of a lever, mounted near the top of the tank. The float is often ball-shaped, hence the name ballcock. The valve is connected to the incoming water supply, and is opened and closed by the lever which has the float mounted on the end. When the water level rises, the float rises with it; once it rises to a pre-set level, the mechanism forces the lever to close the valve and shut off the water flow. This is an example of negative feedback and of proportional control.
Ball Cock, Brass Ball Bibcock, Ballcock Valve, Toilet Ballcock Valve
ZHEJIANG KINGSIR VALVE CO., LTD. , https://www.kingsir-valve.com