Abstract : The welding of the overpass bridge steel beam (14MnNbq) of Wuhan Light Rail Project has been successfully completed by using appropriate welding materials and processes, through welding process evaluation, weld inspection and product test panel verification. Key words: light rail; structural steel;

Referring to the existing literature and data, submerged arc automatic welding is proposed to use H08Mn2E + SJ101 with a wire specification of <5 mm; CO2 gas shielded welding is intended to use YT507 TiB welding wire with a specification of <1. 6 mm; manual positioning welding using SHJ507 TiB electrode , the specification is <3. 2 mm. Welding consumables are required to be purchased from regular manufacturers and have a qualified quality certificate. The welding consumables must be re-inspected after entering the factory. The flux and the electrode must be dried according to the product specification; the dirt in the flux, the oil rust on the wire, etc. must be removed; the purity of the CO2 gas should be greater than 99.5 %.
2. 2 welding method
(1) Steel butt welding: automatic submerged arc welding (H08Mn2E + SJ101q, <5 mm).
(2) T-joint: For the steel beam to be a T-type full penetration weld, the welding is done by CO2 gas shielded welding, and the reverse side is cleaned, and the submerged arc is automatically welded to cover the surface. The inherent quality and appearance quality of the weld increases the welding efficiency. CO2 gas shielded welding uses fine wire (<1. 6 mm) to ensure that the wire can reach the tip of the groove and is fully penetrated. The low-energy and multi-pass welding method is adopted to ensure the weld metal and the base metal. The weld metal and the weld metal can be fully penetrated, and the subsequent weld has a similar quenching process to the front weld, so that the weld strength is higher than that of the base metal, and the weld strength is not excessive. Super strong. The K-shaped asymmetric groove is adopted in the form of welding groove, which not only ensures the penetration of the weld metal with the base metal, but also fully considers the influence of the reverse root.
(3) The assembly positioning is by manual spot welding, and the welding rod is SHJ507Ni, <3. 2 mm.
3 Welding procedure qualification test
According to the above process scheme and welding materials and parameters, the welding procedure qualification was carried out, as shown in Table 3. The test results of the test piece welding mechanical properties are as follows.
3. 1 Tensile test According to the requirements of the "Code for the manufacture of railway steel bridges" (TB 10212 -98), the tensile test of the butt joint, the weld metal tensile test of the butt joint and the T joint, the test results and the mother The materials were compared and the test data met the requirements.
3. 2 impact test according to the "Code for the manufacture of railway steel bridges" (TB 10212 -98) test project requirements and "Code for Design of Railway Bridge Steel Structures" (TB 10002. 2 -99), the butt joints were subjected to a -40 °C impact test. The impact specimen notch is V-shaped, and the position is at the center of the weld and the heat-affected zone at 1 mm from the fusion line. The test data is compared with the base metal: There is a sample 36 J in the center of the weld below 40 J of the base metal, according to "Code for Design of Railway Bridge Steel Structures" (TB 10002. 2 -99) Base metal standard, two samples are allowed to be smaller than the specified value, but less than 85% of the specified value. Only one requirement is allowed for the sample. Sample 36 J is greater than
Table 3 14MnNbq welding materials and processes
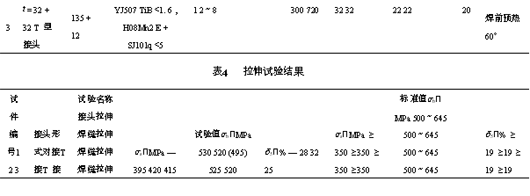
Note: Test piece 1 tensile test σb The value 495 in parentheses is lower than the standard value of the parent metal, which is the first sampling test; according to the mechanical performance test of the Railway Steel Bridge Manufacturing Code (TB 10212 -98), the same test is allowed. Take another sample and repeat the test on the piece. The test result meets the requirements of the 14MnNbq standard of the base metal.
3. 3 bending test
According to the "Code for the manufacture of railway steel bridges" (TB 10212 -98), the butt joints were subjected to a side bend test with a plate thickness of 32 mm, a bending diameter d of three times the thickness a of the sample, and a check after the sample was bent at 180°. No cracks or breaks occurred, meeting the requirements of the parent metal.
3. 4 Macro-section acid etching test The acid-etched sections of each joint were inspected, and the welds were well formed. No defects such as cracks, pores, slag inclusions, unfused, and insufficient penetration were found. The above several test results meet the design requirements.
4 practical application testing
(1) Welding test According to the test results, in the actual welding, after the welding of the 30 m I-shaped steel beam by the above welding process, the weld is non-destructively tested by ultrasonic and ray (butt weld), and the weld quality meets the design requirements.
(2) Product test board test At the same time, in the production process, a set of product test plates are made for the butt welds and fillet welds as required, and the test results of the test plates reach the performance requirements of the base metal.
5 Conclusions <br> The test results and the results of non-destructive testing of welds are evaluated by the welding procedure.

Note: The test panels are all broken at the weld. The verification results of the fruit and product test panels prove that the welding method, welding materials and welding process of the product meet and meet the design requirements, and the test and application are successful. The 30 m welded I-beam of Wuhan Light Rail was successfully erected on July 2, 2002, and subjected to load test to meet the design load requirements.
references:
[1] China Railway Bridge Bureau Group. Design and Construction Technology of Changdong Huanghe Second Bridge [M]. Wuhan: Wuhan University Press, 2002.
Self-Priming End Suction Centrifugal Pump
Self-Priming End Suction Centrifugal Pump,End Suction Centrifugal Pump,Horizontal Pipe Pump,End Suction Water Pump
Shanghai NuoSai Pump Manufacturing Co., Ltd. , https://www.nuosai.net