Abstract : The application of spot welding robot is a welding technology with high degree of automation, which is being promoted and applied continuously. It mainly introduces the working principle, system composition and welding application of the spot welding robot workstation, and expounds the superiority of the spot welding robot workstation in welding application.
Key words : spot welding; teaching; robot; workstation; system
Foreword
In order to meet the supporting production of the suspension part of the “Zhonghua Car†project developed by Shenyang Brilliance Company, our company has built a robot welding production line for the characteristics and quality requirements of the suspension products. The robot model is UP130 (produced by Yaskawa, Japan). ), has been successfully applied to welding production, and has now provided suspension products for Brilliance. Here, the application of the spot welding robot workstation in the manufacture of the suspension beam of a car is described as follows.
1 Structure of Suspension Beam of Chinese Car
The structural feature of the suspension product is that the stamped suspension body is assembled with a plurality of stamped and formed reinforcing members, and the overall structure is a stamped welded structure. There are more spot welds. The model selected for the plate is: Ste285, with a plate thickness of 1.5-3mm.
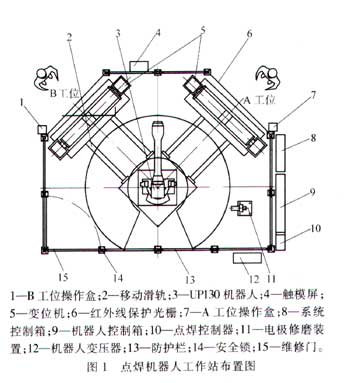
2 Spot welding robot workstation layout
The layout of the spot welding robot workstation is shown in Figure 1.
3 Introduction to working principle
3.1 System working principle diagram
The system works as shown in Figure 2.
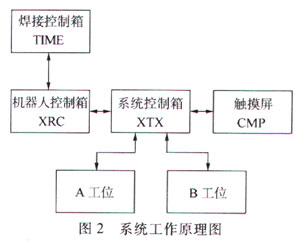
c welding control box is to control the spot welding, blanking, pressurizing, wide opening, small opening and other actions of the spot welding tongs, and to maintain information exchange with the robot control box; the robot control box controls the robot movement, workpiece welding; system control The box controls the start and end of the welding, the action of the clamp, the position and locking of the positioner, the safety lock of the protective door, the operation button and the emergency stop button, etc., and coordinates the various actions and safety interlocks; the operation mode is controlled by a touch screen. The communication between the touch screen and the programmable controller is communicated, which greatly improves the reliability and flexibility of the system.
3.2 Operating procedures
First turn on the power supply of the robot transformer, welding transformer, system control box, and robot control box, and then open the water and gas main valve. It is also necessary to ensure that the main program in the teaching programmer is called up and the switch on the touch screen is turned to the "automatic" file. Then you can do a "fool" operation on the workstation system.
The A station is manually loaded, and according to the “clamp†button of the A-station operation box, the welding fixture pneumatically clamps the workpiece. According to the “Complete†button of the A-station operation box, the A-station positioner follows Move the slide rail to move the workpiece and fixture to the welding position, and lock the positioning. Using the programmed robot program, the robot automatically welds the A-station workpiece. At the same time, the B station is manually assembled and pneumatically clamped. Press the “Complete†button, the B station positioner moves the workpiece and the fixture to the welding position, and locks the position to be welded. The robot welds the A station workpiece and moves. To the B station welding, at the same time, the A station positioner moves the workpiece and the clamp along the moving rail to the loading and unloading position, manually unloads the parts, and repeats the loading and the like.
4 welding process
4.1 Preparation before welding
The stamping part is placed in the etching solution and etched at room temperature for 2-10 minutes to remove the oxide film on the surface of the stamping part. The formulation of the etching solution is: w(H2SO4) is 5%-10%, w(HCl) is 2%- A 10% aqueous solution is added with a mass fraction of 2% iodide (corrosion inhibitor). Then rinse with clean water and dry for welding.
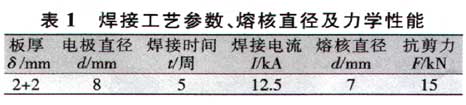
4.2 Spot welding specification
Through the welding process test, the welding process parameters of the spot welding robot are obtained, as shown in Table 1. According to the parameters given in the table, a plurality of test pieces are welded, and the solder joints are subjected to visual inspection and mechanical property test, and all the indexes meet the design requirements.
5 application effects
Compared with the traditional welding method, A has simple and easy operation, greatly improves production efficiency and reduces labor intensity;
B The welding quality is stable and the solder joints are beautifully formed.
Wuxi Holly's manual Clay Target launcher is designed to provide hours of shooting entertainment. The design is easy to use and anyone can easily throw clay targets. This means that the clay target is inserted and thrown at the target to sail, which is very suitable for teaching beginners or fir trees to improve the athletes' wing shooting skills. Both left and right hands work. The durable molded plastic structure can last for many years.
Shooting Training Clay Target,Smoking Clay Shooting Targes,Clay Target Launchers,Electric Clay Pigeon Launcher
Wuxi Holly International Trading Co., Ltd , https://www.hollynbr.com