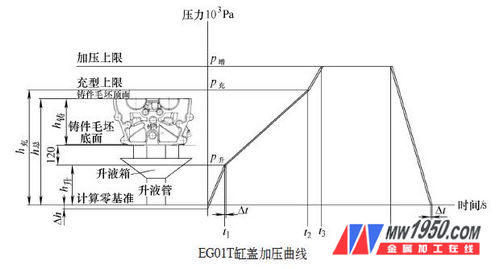
Low-pressure casting generally undergoes six stages of liquid lifting, filling, pressurization, pressure holding, exhaust cooling and type cleaning. In these six stages, the setting of each parameter directly affects the quality of the product and the production cycle. The drawing shows the EG01T cylinder head pressure curve.
FIG, p is in liters liters of hydraulic pressure; p is the filling pressure filling; p supercharging pressure is increased; t 1 is a time-lift; t 2 is the filling time; t 3 is a time boosting; t 4 of packing time; t 5 is the cooling time of the exhaust gas; when h is l-lift height of the molten metal level rises to a certain distance from the tank or lift gate; h is a filling stages corresponding to the filling height of the liquid surface, the top casting is generally higher The surface is 200 to 300 mm. Δh is the liquid level drop height after each cycle, which will increase the pressure compensation p- fill and lift time Δ t (generally negligible).
First, the principle of setting low-pressure casting process parameters
(1) The choice of liquid lifting and filling time is to improve the production cycle, and at the same time, it is necessary to ensure that the aluminum liquid does not splash when it rises. The liquid lifting speed is generally controlled at 10~15cm/s, and the filling should be ensured while ensuring stability. The exhaust of the casting cavity avoids the back pressure caused by the filling too fast. The casting of the sand core should also consider the impact on the sand core to prevent the core from breaking. Generally, the filling speed is controlled at 2~4cm/s. The supercharging speed during the pressing process is generally slightly higher than the supercharging speed during filling, and the supercharging pressure is 0.5 to 1 times higher than the filling pressure, and the pressure increasing rate is as follows:
Please refer to the attachment for more details:
Chongqing Xingjida Import and Export Trade Co., Ltd. , https://www.xjdvalve.com