Friction stir welding is a new welding technology invented by the British Institute of Welding Technology in 1991. The principle is shown in the figure below.
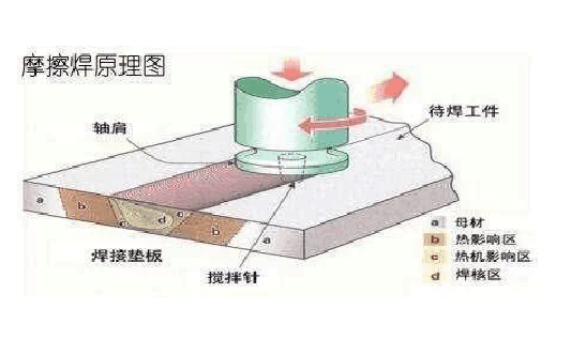
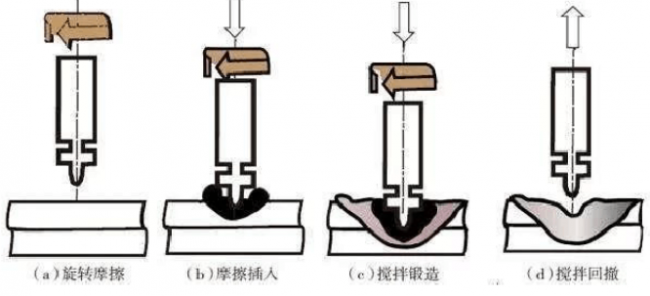
A stirring needle in the form of a worm mounted on the main shaft is inserted into the weld position under a certain pressure. The length of the stirring needle is generally slightly shallower than the depth of the weld to ensure that the shoulder of the main shaft can be welded tightly. The surface of the workpiece. When the workpiece is heated by the friction needle and the shoulder, the material near the weld will be severely plastically deformed by heat, but it is not melted, but it becomes a "semi-fluid" state, and the needle is driven along with the spindle. As the weld advances, the agitating needle constantly stirs the material already in the "semi-fluid" state behind the body. When the spindle leaves, the materials will cool and solidify, forming a stable weld.
As we all know, light alloys represented by aluminum alloys and magnesium alloys are one of the main structural materials of aerospace vehicles. However, the solderability of these lightweight alloys is very poor, and the traditional fusion welding processes cannot fundamentally eliminate the occurrence of welding defects such as hot cracks, pores and slag inclusions, and the operators need to have very high technology and The process can guarantee the quality of the welding. Moreover, the high temperature of the fusion welding generates a large amount of heat and toxic fumes, which also poses a great threat to the health of the operator. The emergence of friction stir welding has fundamentally solved this series of problems.
Secondly, compared with the conventional fusion welding process, a recasting form is formed in the vicinity of the weld. The friction stir welding applies a large pressure to the workpiece part to be welded, so that a forging form is obtained near the weld. The forged morphological structure is much denser than the cast morphological structure, so the mechanical properties of the welded parts are much better than those of the conventional fusion welding process. The biggest advantage of friction stir welding is that its essence is to convert the mechanical energy into the heat energy required for welding. Therefore, the specific heat can be used to calculate the welding heat and the amount of thermal deformation of the workpiece caused by the specific formula, so as to compensate in advance. And post-correction provides a basis for quantification that is almost independent of the operator's experience, which is unmatched by any conventional welding process.
In addition, friction stir welding does not require solder, which saves a lot of cost because high-end solders are often very expensive. Of course, friction stir welding also has its own limitations. For example, it is only suitable for welding materials with relatively low melting points (such as aluminum alloy, magnesium alloy or copper alloy); the workpiece needs to be fastened to the workbench with a large fastening force. And compacted with a large pressing force, which may cause additional deformation; the welding speed of the irregular shaped weld is slower, and the stirring needle and the shoulder material are faster.
In short, friction stir welding as an emerging welding process is being applied in the field of high-end welding. It is believed that the application of this welding process will become more and more widespread with the development of technology. 
Editor in charge: Hu Na
We have several portable Red Light Therapy lamp for choice. This series of red light therapy device is portable, handheld and mobile. We can take it when traveling. Small but Convenient. And we can therapy anywhere we want, like point therapy. Especially people usually use the red light therapy for face. Great handheld red light therapy.
Handheld Red Light Therapy,Red Light Therapy For Acne,Red Light Therapy For Face,Red Light Therapy Device
GuangDong One World High-tech Co., Ltd. , https://www.maksdep.com